










| Followers | 9 |
| Posts | 1597 |
| Boards Moderated | 1 |
| Alias Born | 01/27/2014 |
Wednesday, April 19, 2017 2:11:58 PM
EBM-AM of 316L SS for nuclear fusion applications
I can't post full access to "Direct metal part forming of 316L stainless steel powder by electron beam selective melting - H B Qi, Y N Yan, F Lin, W He, R J Zhang - First Published November 1, 2006". It's only available by subscription. I was able to read it. The work they did was very early on in EBM usage and technology. They were experimenting with different types of powder (water and gas atomization) and different scan strategies.
Along the way in my search I found a very recent publication. The access seems to be limited, too. I'll post what I can.
At sciencedirect.com - Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications - Accepted 31 December 2016, Available online 23 January 2017
Yuan Zhonga, 1, Lars-Erik Rännarb, 1, Leifeng Liua, Andrey Koptyugb, Stefan Wikmanc, Jon Olsena, Daqing Cuia, Zhijian Shena,
a Department of Materials and Environmental Chemistry, Arrhenius Laboratory, Stockholm University, SE-106 91 Stockholm, Sweden
b Department of Quality Technology, Mechanical Engineering and Mathematics, Sports Tech Research Centre, Mid Sweden University, SE-831 25 Östersund, Sweden
c Fusion for Energy, Torres Diagonal Litoral B3, Josep Pla 2, 08019 Barcelona, Spain
Received 22 June 2016, Revised 27 December 2016, Accepted 31 December 2016, Available online 23 January 2017
http://doi.org/10.1016/j.jnucmat.2016.12.042
Highlights
• Fully dense SS316L is additive manufactured by electron beam melting (EBM).
• Mechanical properties of EBM SS316L were tested at 22 °C and 250 °C.
• EBM SS316L has a hierarchical structure ranging from mm to nm.
• Evolution of sub-grains under different building conditions is illustrated.
Abstract
A feasibility study was performed to fabricate ITER In-Vessel components by one of the metal additive manufacturing methods, Electron Beam Melting® (EBM®). Solid specimens of SS316L with 99.8% relative density were prepared from gas atomized precursor powder granules. After the EBM® process the phase remains as austenite and the composition has practically not been changed. The RCC-MR code used for nuclear pressure vessels provides guidelines for this study and tensile tests and Charpy-V tests were carried out at 22 °C (RT) and 250 °C (ET). This work provides the first set of mechanical and microstructure data of EBM® SS316L for nuclear fusion applications. The mechanical testing shows that the yield strength, ductility and toughness are well above the acceptance criteria and only the ultimate tensile strength of EBM® SS316L is below the RCC-MR code. Microstructure characterizations reveal the presence of hierarchical structures consisting of solidified melt pools, columnar grains and irregular shaped sub-grains. Lots of precipitates enriched in Cr and Mo are observed at columnar grain boundaries while no sign of element segregation is shown at the sub-grain boundaries. Such a unique microstructure forms during a non-equilibrium process, comprising rapid solidification and a gradient ‘annealing’ process due to anisotropic thermal flow of accumulated heat inside the powder granule matrix. Relations between process parameters, specimen geometry (total building time) and sub-grain structure are discussed. Defects are formed mainly due to the large layer thickness (100 µm)µm) which generates insufficient bonding between a few of the adjacently formed melt pools during the process. Further studies should focus on adjusting layer thickness to improve the strength of EBM® SS316L and optimizing total building time.
__________________________________________________________________
5. Conclusions
In order to explore the feasibility of fabricating ITER In-Vessel components by EBM®, the mechanical properties of EBM® SS316L are tested and microstructure features are determined and discussed.
The results show:
1 Almost fully dense SS316L is achieved by EBM®. All the mechanical properties are above the RCC-MR code except a lower tensile strength.
2 EBM® SS316L has good ductility, toughness and yield strength. The strength and ductility of EBM® SS316L has dropped at higher temperature, but the toughness has increased at 250 °C (ET).
3 EBM® SS316L has a hierarchical structure consisting of solidified melt pools, columnar grains and sub-grains with irregular shape and no element segregated boundaries.
4 The sub-grains achieved in EBM® SS316L large specimens are different from those in previous AM SS316L (including small size EBM® SS316L) due to different cooling rate, temperature gradient and preheating/annealing time. Longer building time will anneal the already formed solid steel in the EBM® process.
5 The pinning effects of the sub-grains have strengthened EBM® SS316L while keeping good ductility and toughness.
6 The large crescent-like pores together with the precipitates are detrimental to the mechanical properties of EBM® SS316L.
7 Further experiments should be focused on changing of layer thickness, scanning speed, and building time in order to minimize defects, obtain a preferred microstructure and, finally, improve the strength of EBM® SS316L.

Fig. 2.
The morphology of SS316L precursor powder granules seen by SEM (a) and the outlook of the built mechanical test specimens; dimensions are found in the text (b).
Acknowledgment
The project is supported by the grant F4E-GRT-516 from Fusion for Energy (F4E). This publication reflects the views only of the authors, and Fusion for Energy cannot be held responsible for any use which may be made of the information contained therein. Mechanical properties were tested by Tecnalia Research & Innovation, San Sebastian, Spain. Microstructure characterization was performed in the Electron Microscopy Centre at Stockholm University, which is supported by the Knut and Alice Wallenberg foundation. The authors would acknowledge Dr. K. Jansson and Mr. P. Jansson for their help in SEM sample preparation; Prof. T. Ekstrom for his effort in language polishing; and Mr D.Z Wang and Mr C.L Zhang in Tsinghua University for their help on EBSD characterization.
Fusion for Energy(F4E) - Objectives
Objectives
Fusion for Energy (F4E) is the European Union’s Joint Undertaking for ITER and the Development of Fusion Energy. The organisation was created under the Euratom Treaty by a decision of the Council of the European Union in order to meet three objectives:
F4E is responsible for providing Europe’s contribution to ITER, the world’s largest scientific partnership that aims to demonstrate fusion as a viable and sustainable source of energy. ITER brings together seven parties that represent half of the world’s population – the EU, Russia, Japan, China, India, South Korea and the United States.
F4E also supports fusion research and development initiatives through the Broader Approach Agreement, signed with Japan – a fusion energy partnership which will last for 10 years.
Ultimately, F4E will contribute towards the construction of demonstration fusion reactors.
F4E is established for a period of 35 years from 19 April 2007 and is located in Barcelona, Spain.
Fusion For Energy - ANNUAL REPORT 2015
Found on page 43 (FW is the abbreviation for First Wall explained below):
* A grant was conceived to develop a manufacturing sequence for the FW beam based on additive manufacturing. The Consortium led by the Chalmers University of Technology will build using additive manufacturing parts which will be joined by HIPing to form a FW supporting beam;
* Dedicated analyses were performed to assess the feasibility of design solutions aiming at an overall optimisation of the current FW design from the manufacturing and cost standpoints, also as a result of the feedback obtained from the manufacturers of the FW mock-ups and prototypes.
An early mention of the function of the First Wall is found on page 8:
For the first-wall and divertor, the components being developed by F4E to protect the inside of the vacuum vessel from the hot plasma, progress has been made in the pre-qualification of these components. Thanks to successful tests under intense heat flux, F4E and its industrial partners have now completed the manufacturing of the Blanket First Wall semi-prototype.
Barcelona, 09/06/2016 F4E_D_24YYNE - Subject: Ex-post publication of grants awarded by Fusion for Energy during financial year 2015
Odd coincidence with the date - 09/06/2016:
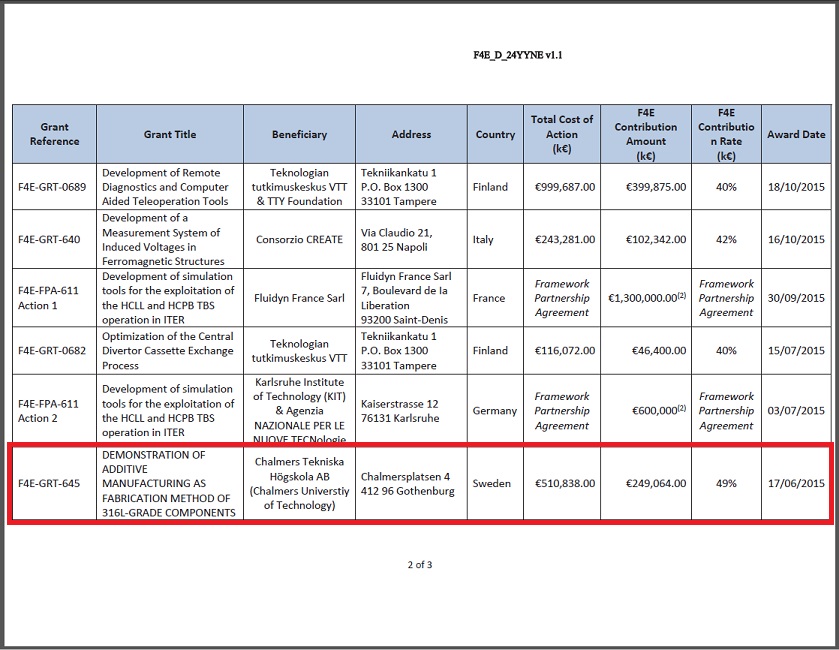
Demonstration of additive manufacturing as a method for fabrication of 316L-Grade Components - CHALMERS UNIVERSITY OF TECHNOLOGY - SE-412 96 GOTHENBURG, SWEDEN
This project is about R&D on manufacturing stainless steel mock-ups (316L) with particular reference to the EBM method, with possible combination of SLM for specific surface modification of parts for ITER, involving the subdivision of final target structure to fit to current 3D manufacturing capabilities, followed by post-EBM HIP to generate final structure.
I can't post full access to "Direct metal part forming of 316L stainless steel powder by electron beam selective melting - H B Qi, Y N Yan, F Lin, W He, R J Zhang - First Published November 1, 2006". It's only available by subscription. I was able to read it. The work they did was very early on in EBM usage and technology. They were experimenting with different types of powder (water and gas atomization) and different scan strategies.
Along the way in my search I found a very recent publication. The access seems to be limited, too. I'll post what I can.
At sciencedirect.com - Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications - Accepted 31 December 2016, Available online 23 January 2017
Yuan Zhonga, 1, Lars-Erik Rännarb, 1, Leifeng Liua, Andrey Koptyugb, Stefan Wikmanc, Jon Olsena, Daqing Cuia, Zhijian Shena,
a Department of Materials and Environmental Chemistry, Arrhenius Laboratory, Stockholm University, SE-106 91 Stockholm, Sweden
b Department of Quality Technology, Mechanical Engineering and Mathematics, Sports Tech Research Centre, Mid Sweden University, SE-831 25 Östersund, Sweden
c Fusion for Energy, Torres Diagonal Litoral B3, Josep Pla 2, 08019 Barcelona, Spain
Received 22 June 2016, Revised 27 December 2016, Accepted 31 December 2016, Available online 23 January 2017
http://doi.org/10.1016/j.jnucmat.2016.12.042
Highlights
• Fully dense SS316L is additive manufactured by electron beam melting (EBM).
• Mechanical properties of EBM SS316L were tested at 22 °C and 250 °C.
• EBM SS316L has a hierarchical structure ranging from mm to nm.
• Evolution of sub-grains under different building conditions is illustrated.
Abstract
A feasibility study was performed to fabricate ITER In-Vessel components by one of the metal additive manufacturing methods, Electron Beam Melting® (EBM®). Solid specimens of SS316L with 99.8% relative density were prepared from gas atomized precursor powder granules. After the EBM® process the phase remains as austenite and the composition has practically not been changed. The RCC-MR code used for nuclear pressure vessels provides guidelines for this study and tensile tests and Charpy-V tests were carried out at 22 °C (RT) and 250 °C (ET). This work provides the first set of mechanical and microstructure data of EBM® SS316L for nuclear fusion applications. The mechanical testing shows that the yield strength, ductility and toughness are well above the acceptance criteria and only the ultimate tensile strength of EBM® SS316L is below the RCC-MR code. Microstructure characterizations reveal the presence of hierarchical structures consisting of solidified melt pools, columnar grains and irregular shaped sub-grains. Lots of precipitates enriched in Cr and Mo are observed at columnar grain boundaries while no sign of element segregation is shown at the sub-grain boundaries. Such a unique microstructure forms during a non-equilibrium process, comprising rapid solidification and a gradient ‘annealing’ process due to anisotropic thermal flow of accumulated heat inside the powder granule matrix. Relations between process parameters, specimen geometry (total building time) and sub-grain structure are discussed. Defects are formed mainly due to the large layer thickness (100 µm)µm) which generates insufficient bonding between a few of the adjacently formed melt pools during the process. Further studies should focus on adjusting layer thickness to improve the strength of EBM® SS316L and optimizing total building time.
__________________________________________________________________
5. Conclusions
In order to explore the feasibility of fabricating ITER In-Vessel components by EBM®, the mechanical properties of EBM® SS316L are tested and microstructure features are determined and discussed.
The results show:
1 Almost fully dense SS316L is achieved by EBM®. All the mechanical properties are above the RCC-MR code except a lower tensile strength.
2 EBM® SS316L has good ductility, toughness and yield strength. The strength and ductility of EBM® SS316L has dropped at higher temperature, but the toughness has increased at 250 °C (ET).
3 EBM® SS316L has a hierarchical structure consisting of solidified melt pools, columnar grains and sub-grains with irregular shape and no element segregated boundaries.
4 The sub-grains achieved in EBM® SS316L large specimens are different from those in previous AM SS316L (including small size EBM® SS316L) due to different cooling rate, temperature gradient and preheating/annealing time. Longer building time will anneal the already formed solid steel in the EBM® process.
5 The pinning effects of the sub-grains have strengthened EBM® SS316L while keeping good ductility and toughness.
6 The large crescent-like pores together with the precipitates are detrimental to the mechanical properties of EBM® SS316L.
7 Further experiments should be focused on changing of layer thickness, scanning speed, and building time in order to minimize defects, obtain a preferred microstructure and, finally, improve the strength of EBM® SS316L.

Fig. 2.
The morphology of SS316L precursor powder granules seen by SEM (a) and the outlook of the built mechanical test specimens; dimensions are found in the text (b).
Acknowledgment
The project is supported by the grant F4E-GRT-516 from Fusion for Energy (F4E). This publication reflects the views only of the authors, and Fusion for Energy cannot be held responsible for any use which may be made of the information contained therein. Mechanical properties were tested by Tecnalia Research & Innovation, San Sebastian, Spain. Microstructure characterization was performed in the Electron Microscopy Centre at Stockholm University, which is supported by the Knut and Alice Wallenberg foundation. The authors would acknowledge Dr. K. Jansson and Mr. P. Jansson for their help in SEM sample preparation; Prof. T. Ekstrom for his effort in language polishing; and Mr D.Z Wang and Mr C.L Zhang in Tsinghua University for their help on EBSD characterization.
Fusion for Energy(F4E) - Objectives
Objectives
Fusion for Energy (F4E) is the European Union’s Joint Undertaking for ITER and the Development of Fusion Energy. The organisation was created under the Euratom Treaty by a decision of the Council of the European Union in order to meet three objectives:
F4E is responsible for providing Europe’s contribution to ITER, the world’s largest scientific partnership that aims to demonstrate fusion as a viable and sustainable source of energy. ITER brings together seven parties that represent half of the world’s population – the EU, Russia, Japan, China, India, South Korea and the United States.
F4E also supports fusion research and development initiatives through the Broader Approach Agreement, signed with Japan – a fusion energy partnership which will last for 10 years.
Ultimately, F4E will contribute towards the construction of demonstration fusion reactors.
F4E is established for a period of 35 years from 19 April 2007 and is located in Barcelona, Spain.
Fusion For Energy - ANNUAL REPORT 2015
Found on page 43 (FW is the abbreviation for First Wall explained below):
* A grant was conceived to develop a manufacturing sequence for the FW beam based on additive manufacturing. The Consortium led by the Chalmers University of Technology will build using additive manufacturing parts which will be joined by HIPing to form a FW supporting beam;
* Dedicated analyses were performed to assess the feasibility of design solutions aiming at an overall optimisation of the current FW design from the manufacturing and cost standpoints, also as a result of the feedback obtained from the manufacturers of the FW mock-ups and prototypes.
An early mention of the function of the First Wall is found on page 8:
For the first-wall and divertor, the components being developed by F4E to protect the inside of the vacuum vessel from the hot plasma, progress has been made in the pre-qualification of these components. Thanks to successful tests under intense heat flux, F4E and its industrial partners have now completed the manufacturing of the Blanket First Wall semi-prototype.
Barcelona, 09/06/2016 F4E_D_24YYNE - Subject: Ex-post publication of grants awarded by Fusion for Energy during financial year 2015
Odd coincidence with the date - 09/06/2016:

Demonstration of additive manufacturing as a method for fabrication of 316L-Grade Components - CHALMERS UNIVERSITY OF TECHNOLOGY - SE-412 96 GOTHENBURG, SWEDEN
This project is about R&D on manufacturing stainless steel mock-ups (316L) with particular reference to the EBM method, with possible combination of SLM for specific surface modification of parts for ITER, involving the subdivision of final target structure to fit to current 3D manufacturing capabilities, followed by post-EBM HIP to generate final structure.
Join the InvestorsHub Community
Register for free to join our community of investors and share your ideas. You will also get access to streaming quotes, interactive charts, trades, portfolio, live options flow and more tools.

